copyright 1997
by
Eddie Ciletti
Before diving into any repair job, please make sure your tools have been blessed by the Electron Goddess. More than a few machines make it to my shop with missing screws, loose screws and screws in all the wrong places. Sound like a Country Song? Welcome to the TOOLS page!
ERROR
The most common do-it-yourself error is using the wrong tool for the
job. The screws encountered on tape machines may look small, but
dont pick an undersized driver like the one shown in Figure One.
You might think Im being silly, but its not worth risking damage to the
screw or the driver. This is especially true of screws that have
been over tightened. Figure Two shows a driver with the proper
fit, which should be snug, like a puzzle.

Figure One: The Wrong Tool |

Figure Two: The Correct Tool |
The first rule of Phillips screw extraction it to press down on the screw (with the driver) before turning. If you let the driver slip out of the screw head once, the damaged screw may be near-impossible to extract without surgery. On the left of Figure Three are two standard Phillips drivers and on the right are two Posi-drivers. Their shapes are unique, Posidrive types being common in British-made gear.
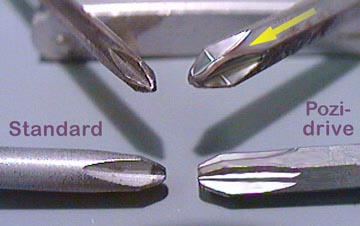
Figure Three: Variations on the Phillips Theme
The yellow arrow points out the tip damage. This is as much a fault of the driver (the metal its too soft) as it is abuse. Spend a little extra money on better tools. Its worth it. A sticker on the side of a cash register at Dale Electronics says, "Good things are not cheap. Cheap things are not good." Its sad to see cheap grab-bag tools after theyve been used to poke holes in sheet rock. Please dont use those on your audio gear.
MA SHEENS CREW

Figure Four: A Nice Set of Threads! |
Notice the fine threads of Figure Four. (You were expecting maybe a suit?) Three are classified as machine screws because their fine threads come in handy when trying to make precision adjustments. ISO sizes are metric-based while SAE types are referenced to the American system of measurement. For example, a 10-24 screw has 24 threads to the inch. |
 |
DOT's THE TRUTH
Modern metric screws have a "dot" stamped on their heads. The screws in Figure Five to the left, are "mated" with a "screw checker," which is a handy gauge for sorting unknown sizes. The worst case of cross-pollination is when an "American Standard" screw ends up in a foreign product. If this sounds like a toilet bowl youve once worshipped, keep that idea. ISO and SAE are not compatible. Nuts! Thats the one thing both types of machines screws have in common, although most times, youre likely to see a chassis tapped to accept a machine screw. This is why, if a screw resists turning, you should reverse direction and try again. Dont force the issue, in fact, avoid using power tools because they can quickly get you into a jam. Screw material is soft; using force will break the heads right off. The odd screw in Figure Four is designed to mate with raw metal. No nuts required. There may even be a little resistance to re-threading, at first, but thats normal only for sheet metal screws. Now you know how to keep your hardware in order. |
I love feedback in the form of email.
Go back to the tape directory?
Go back to the main directory?